航空航天行业中使用的发动机叶片通常由加工难度高且精度很高的材料制成。足够高的精度才能够获得理想的气流和极限耐磨能力。这些组件承受的最高温度达到1,000°C。这意味着叶片表面质量也必须达到高标准,并且必须良好地适应发动机的运转条件。OTEC针对引擎叶片研发的流速脉冲表面处理技术能够显著提升叶片的效率和安全性的同时降低残次品数量。
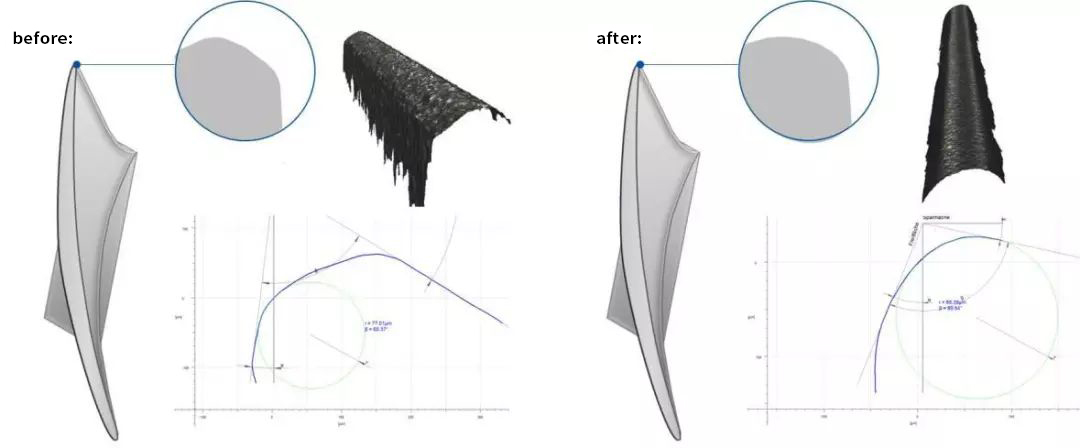
平滑叶片主体,即空气箔的表面能够产生积极的影响。根据不同的需求,OTEC表面处理工艺可以在几分钟内将表面平滑至Ra < 0.2μm的值,从而提高叶片工作效率。叶片表面得到均匀加工,整个表面处理中仅去除极少量的材料,不对叶片产生形貌改变。通过精密倒圆,修复叶片的前缘和后缘可以减少不良品零件的数量。一些上游加工工艺,例如喷砂,可能会损坏这些边缘。OTEC的方法可以将其倒圆至给定的半径,从而进行修复。倒圆加工过程非常精确,材料去除量也极其细微。