The engine blades used in the aerospace industry are usually made of materials that are difficult to machine and have a low tolerance that must be met to obtain the ideal air flow and maximum wear resistance. These components are exposed to extreme temperatures of up to 1,000°C. This means that the blade surfaces also have to be of the highest quality and optimally adapted to the conditions in the engine. OTEC has developed a special process to improve the efficiency and safety of engine blades and produce fewer defects.
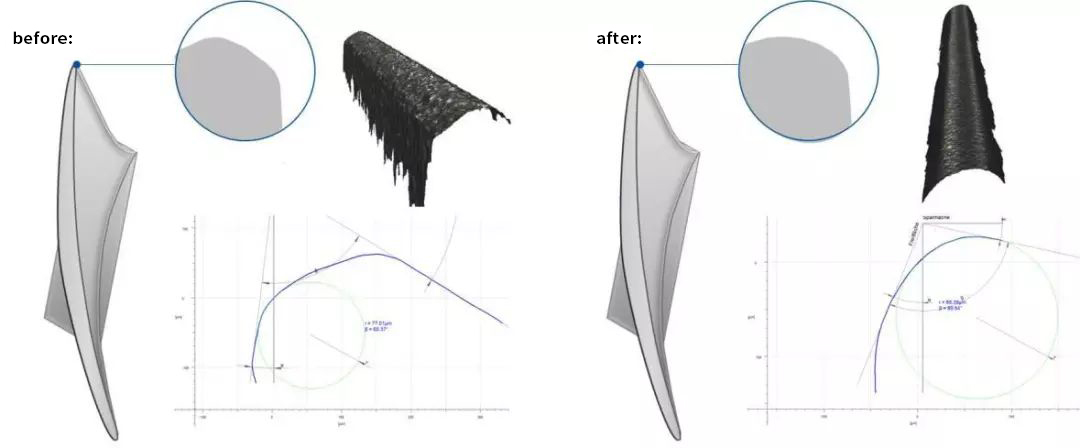
Smoothing the air foil, i.e. the blade body, has a positive impact; depending on the required result, the surface can be smoothed to values of up to Ra < 0.2 μm in a few minutes, increasing blade efficiency. The material is removed evenly and only a minute amount is taken from the surface. Repairing the leading and trailing edges with precision rounding can reduce the quantity of rejected parts. The upstream machining process, e.g. blasting, can damage these edges. OTEC’s method enables them to be rounded to a given radius and hence repaired. The rounding process is very precise and involves minimal material removal.