An anastomosis is a device used in medicine as an alternative to manual suturing. The main working principle is to use titanium staples to dissect or anastomose tissue, similar to a stapler. Depending on the scope of application, they can be mainly divided into skin anastomoses, digestive tract (oesophagus, gastrointestinal, etc.) circular anastomoses, rectal anastomoses, circular haemorrhoidal anastomoses, circumcision anastomoses, vascular anastomoses, hernia anastomoses, lung cutting suture devices, etc.
Instrumental suturing has the following advantages over traditional manual suturing. |
| One-time use to avoid cross infection. |
| Utilise titanium or stainless steel staples (skin staplers) for tight and loose sutures. |
| Has few side effects and effectively reduces surgical complications, etc. |
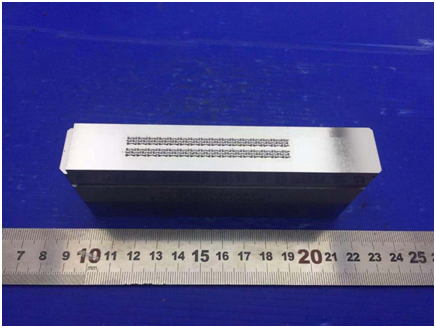
An important accessory in an anastomosis is the staple holder. The manufacturing of the staple holder requires a mould for stamping. Therefore the surface of this stamping mould directly affects the working surface of the staple holder.
ZOTEC's solution for the nail holder mould was as follows: The customer's requirement was for EDM polishing of the top and sides of the head of the mould.
Before processing
Top Customer Manual Processed
Processing 1.5 hours
Status after processing
After 30 minutes of grinding time
Status after 1.5 hours of machining, the top is confirmed to be OK but the surface roughness of the side is too high to meet the customer's requirement.
If the sides are ground before polishing on this basis, the top chamfer will be too large. After subsequent on-site communication with the customer, I learned that the punch part of this mould is actually made by 2-step electrode discharge machining. The first step is to do the side, and the second step is to do the top.
After obtaining this information, ZOTEC debugged the machining process in time. After the customer's machining side was completed, it was first taken down and polished with our DF-3 polishing equipment.
After the sides are completed to the finish requirements, the top is continued to the second step of electrical discharge machining. This is followed by manual top grinding before being placed into the DF-3 machine for polishing.
The solution time for one product is about 8-12 hours, which meets the customer's top edge chamfering requirements and side polishing requirements, and successfully achieves the customer's processing requirements.