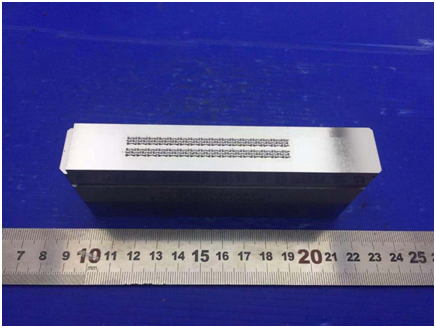
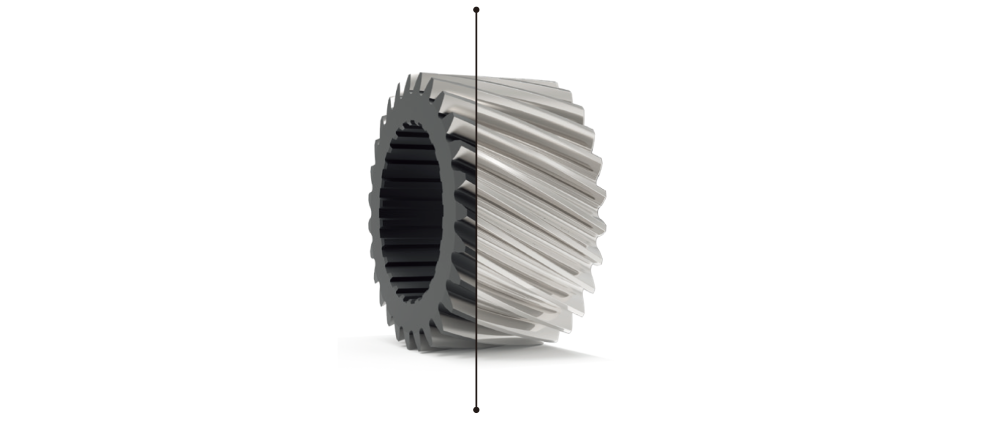
Cutter bodies such as drilling, milling and rotary bodies are used for machining processes and serve as holders for inserts. Cutting inserts are either screwed or soldered onto the cutter bodies. Cutter bodies are available in different lengths and shapes. Manufactured of hardenable steel from which the cutter body is first milled, then deburred, hardened and ground to size. Finally, the polishing or coating of the surface follows e.g. with hard chrome. The coating is intended to prevent corrosion, but is quickly removed by the chips produced during cutting.
For surface processing, two main tasks are involved in the production of cutter bodies: Deburring after milling and polishing after hardening and grinding. The reliable removal of burrs is important for optimum fit of the inserts on the cutter body. A burr-free and flat support surface is important for stability during the cutting process and prevents chipping of the insert. The subsequent polish removes the oxide layer formed during hardening, thereby improving the visual appearance and upgrading of the part for sale. However, the perfectly polished, smooth surface does not only affect the appearance of the tool but also affects the functionality. Due to the polish the surface is closed, compacted and significantly smoothed. The extreme smoothness offers less attack surface for corrosion and ensures a better chip flow in the flute. A specific surface treatment can thus significantly increase the efficiency of the cutter tool.
In the case of cutter bodies with soldered inserts, soldering residues can be removed by the process and the cutting edges, if not already pre-prepared, can be rounded.
The deburring and polishing of cutter bodies has usually been carried out by brushing or blasting. The results obtained are often varying and inaccurate. In case the contact surface for the insert is not absolutely flat, this has negative influence on the cutting process itself. Non-removed burrs can affect the stability during the cutting process. With the Streamfinishing machine SF from OTEC, tool bodies can be perfectly deburred and polished for a consistent and reliable result. In contrast to manual machining, the machine delivers consistently perfect results. Depending on the initial quality and the size of the workpieces, the typical process times for polishing are between 5 to 8 minutes. Thanks to OTEC's patented PULSE FINISHING technology, it is possible to reduce an initial roughness from Ra 0.2 - 0.5 µm to Ra 0.03 - 0.05 µm.